Ik probeer mijn zelfbouw elektronica-modules altijd af te werken met een zo professioneel mogelijk ogend frontplaatje. Dit zou idealiter, nadat het is voorzien van de nodige openingen en gaatjes, in een iets verzonken deel van het uiteindelijke frontje of dekseltje moeten kunnen worden geplakt. In de afgelopen jaren heb ik al diverse manieren gevonden zo’n dekseltje met verhoogd randje rondom te printen.
De meest voor de hand liggende printmethode kost echter veel steunmateriaal, relatief veel nabewerking en levert niet het meest gladde oppervlak van het dieper liggende gedeelte op. Uiteindelijk heb ik een voor mij goed werkende methode gevonden zonder al deze nadelen.

Mijn 3D-printer staat regelmatig aan voor het printen van behuizingen voor elektronica-modules of -projectjes. Uiteindelijk steken de LED's, draaiknoppen of aansluitbussen dan door de deksel, of één van de zijden, van zo’n kastje heen. Een terugkerend vraagstuk daarna is, hoe de bijschriften, schaalverdelingen, enz. rond deze bedieningsorganen en aansluitingen vorm te geven.
Bij de meeste in serie geproduceerde apparaten staan de teksten en bijschriften op een zo dun mogelijk frontplaatje dat op het kastje is geplakt. Zelf probeerde ik al geanodiseerd aluminium (uitbesteed relatief duur, bij zelf doen veel geknoei), silk-screen tekst op een printplaat (vrij lage resolutie tekst) en lasergraveren (beschadigt snel bij het manueel nabewerken), maar elk van deze methoden heeft zo weer zijn eigen nadelen.
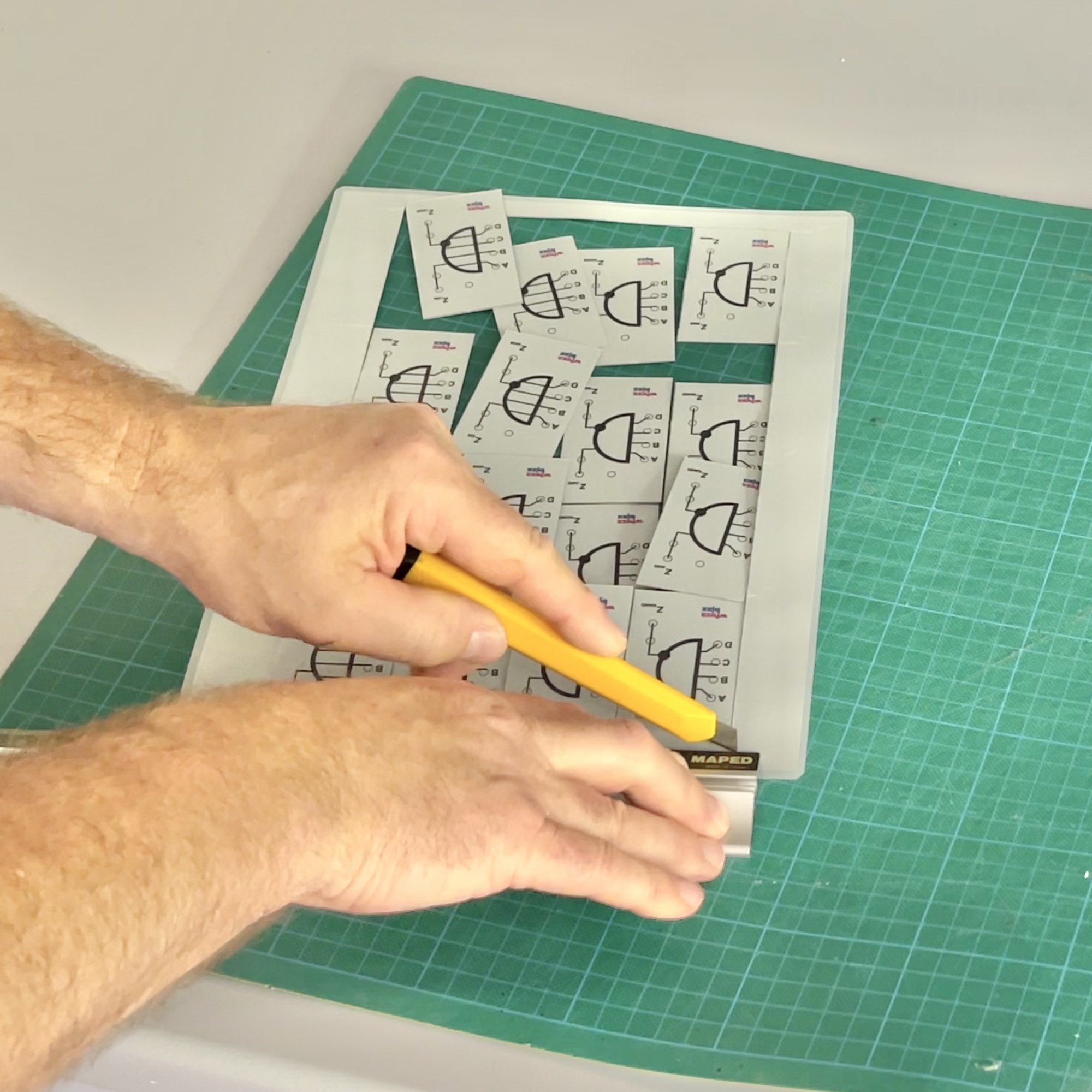
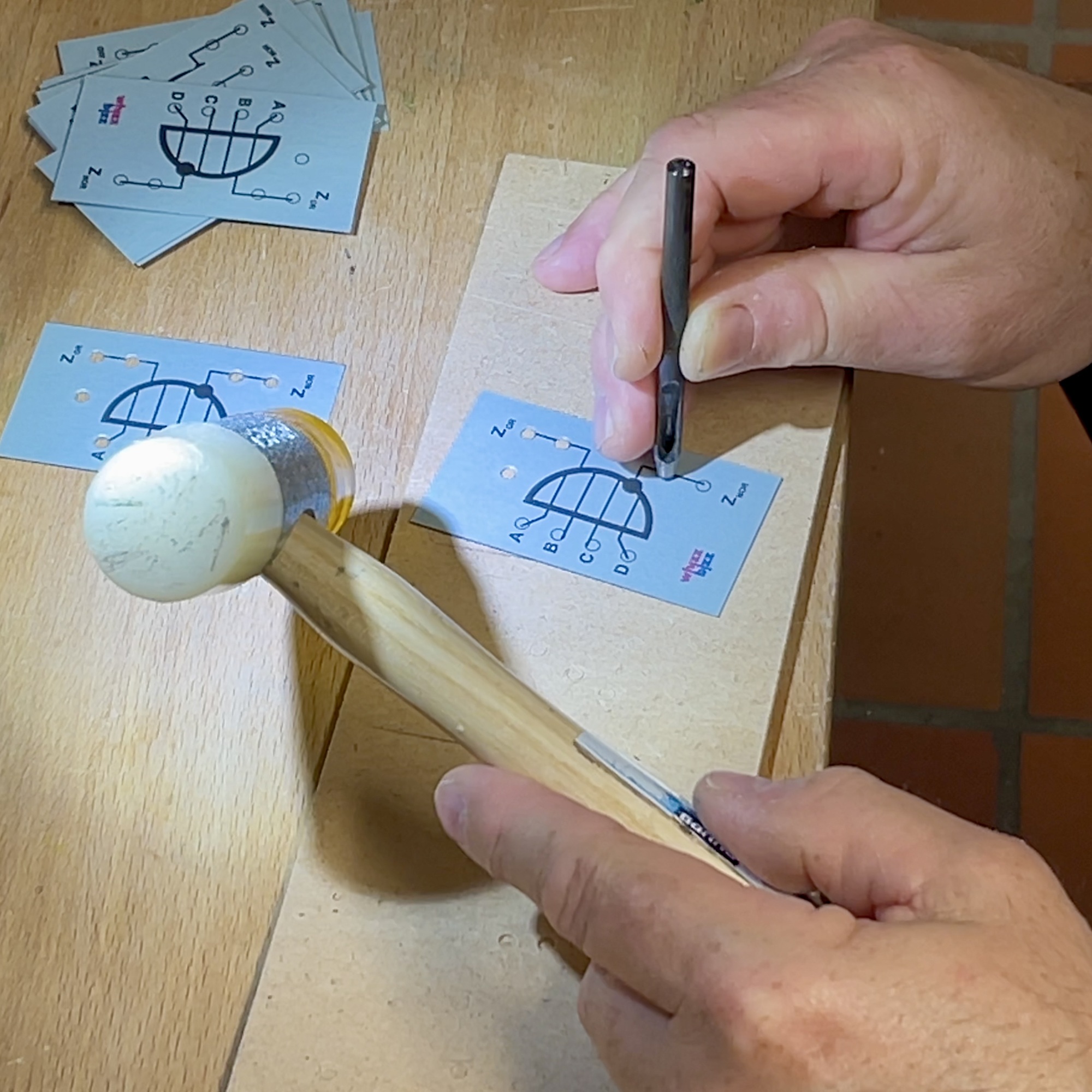
De laatste tijd maak ik deze frontplaatjes simpelweg op de laserprinter. Ik print ze, desgewenst in kleur, af op aluminiumkleurig papier, dat ik lamineer met een matte lamineerhoes. Op die manier is het frontplaatje minder gevoelig voor vuil. Na het lossnijden van de individuele frontplaatjes, pons ik de ronde gaatjes met een holpijpje en snijd de vierkante openingen met de hand uit. Daarna strijk ik letterlijk de folie rond de openingen nog even na met een niet te heet strijkijzer. Op die manier worden de gaatjes mooi rond en wordt de kleefkracht rond de sneden en uitgestanste gaatjes hersteld.
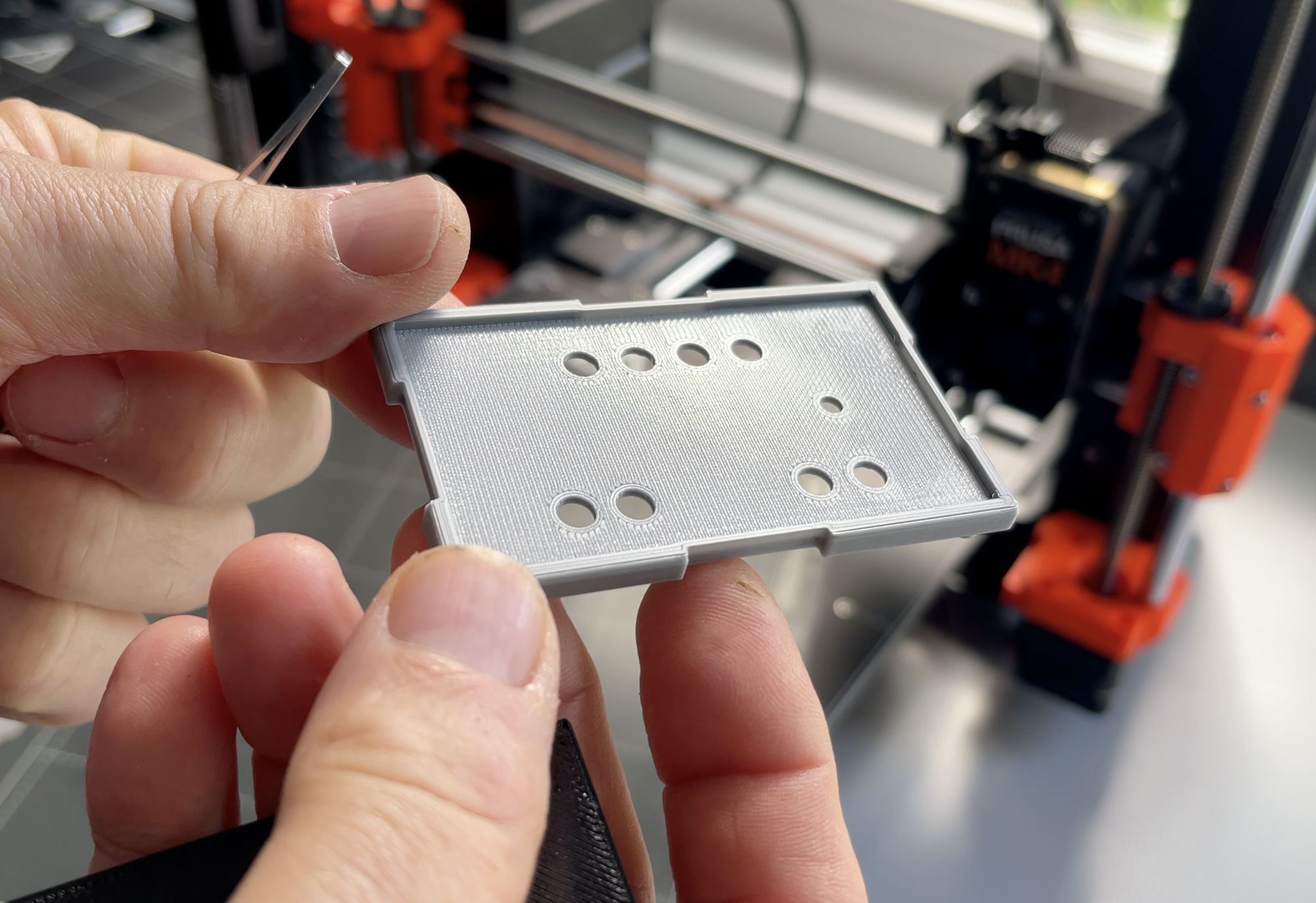
Ondanks dat blijven deze papieren frontplaatjes natuurlijk relatief kwetsbaar, vooral op de hoekpunten. Voor de beste bescherming is het daarom prettig als het plaatje iets verzonken in het deksel van de behuizing zou kunnen worden gelijmd. Hiervoor zou dan idealiter op de 3D printer een deksel worden geprint met een verzonken gedeelte ter grootte van het frontplaatje.
Een goed voorbeeld zijn mijn eigen zelfbouw elektronica-modules, zoals de nagebouwde 'Silberlingen' van fischertechnik en de diverse voedingsspanning-modules die ik ontwierp. Bij de traditionele 'Silberlingen' werden geëtste frontplaatjes uit geanodiseerd aluminum gebruikt. Voor enkele stuks is dit echter een vrij dure oplossing. Een bijkomend nadeel is bovendien dat de gaatjes rond de aansluitbussen relatief ruim moeten zijn, omdat aluminum vanzelfsprekend geleidend is. Dit is iets waar ik met mijn niet geleidende frontplaatjes uit plastic (en papier) geen rekening mee hoef te houden. De enige uitdaging was een zo efficiënt mogelijk printmethode te vinden waarbij dit frontplaatje in een iets verzonken gedeelte van het deksel kan worden gelijmd.

Wie zo'n deksel met de 3D printer wil gaan printen, loopt tegen een probleem aan. Immers: alleen het deel dat direct op het printerbed wordt geprint kan mooi glad worden geprint. En, doordat er vier pootjes voor de bevestigingsschroeven aan de ene zijde van het dekseltje zitten is de front-zijde de aangewezen 'platte zijde' die op het bed geprint zal moeten worden. Het dekseltje zal dus op de kop moeten worden geprint, maar hierbij zal het verzonken deel dus tijdens het printen moeten worden ondersteund door later te verwijderen steunmateriaal. Efficient is dat niet. Bovendien moet, om de steunconstructie achteraf te kunnen verwijderen, het verzonken deel minimaal 1mm diep zijn. Bovendien is het het uiteindelijke oppervlak van het verzonken deel, na verwijderen van het steunmateriaal, relatief ruw. Dit sluit het gebruik van te dun stickermateriaal of laserfolie voor de frontplaatjes eigenlijk uit.
Een eerste alternatief dat ik probeerde, was het separaat drukken van de rand. Deze kan dan later op de prachtig vlakke voorzijde van het dekseltje worden geplakt. Een voordeel is zonder meer dat het front prachtig vlak is, maar het is telkens een behoorlijk nawerk waarbij je werkelijk moet oppassen niet ook je vingers vast te plakken. Als de behuizing relatief klein is, zoals hier slechts 45 bij 75 mm, en de uiteindelijke losse rand maar dun en fragiel, valt dit nog niet echt mee.
Bovendien blijft het naadje toch wel iets zichtbaar. Voor enkele stuks een bruikbare werkwijze, echter voor de productie van kleine series niet optimaal. Voor serieproductie zou een speciale 'opplak-tool' waarmee de rand gemakkelijker kan worden uitgericht en geklemd te overwegen zijn. Het was eigenlijk vrij snel helder dat dit nog niet optimaal was.
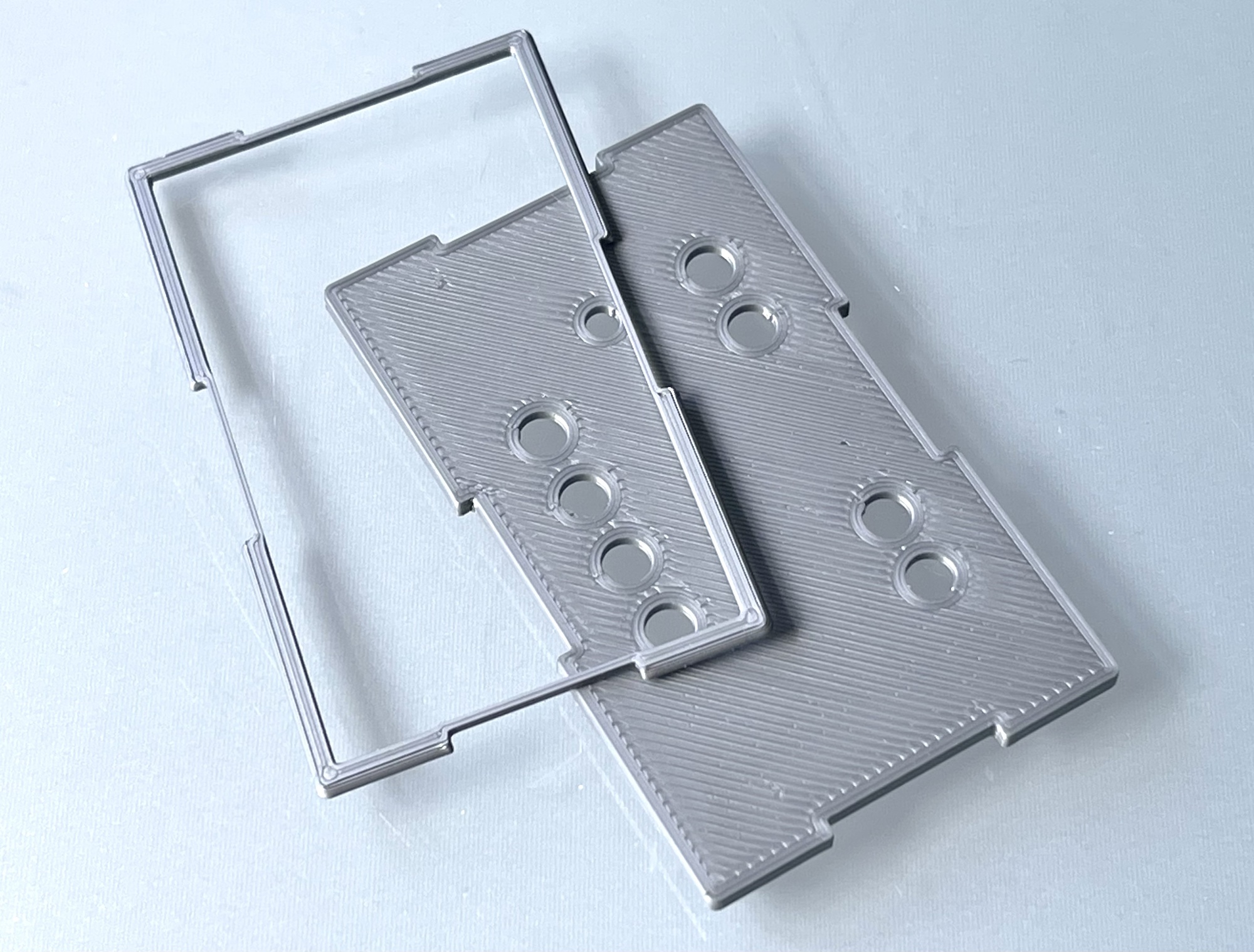
Daarom probeerde ik het idee om juist het uiteindelijk dieper liggende deel van het frontplaatje los te printen. Het idee was dit na het printen (kan 'in place' waarbij het een los object blijft) dan iets dieper te drukken en van achteren te fixeren met secondelijm. Deze manier van monteren is natuurlijk niet erg sterk. Als er door de gaten onderdelen, zoals bijvoorbeeld een potentiometer, op gemonteerd zijn waarop krachten kunnen komen kan het dieper liggende deel uiteindelijk losbreken.
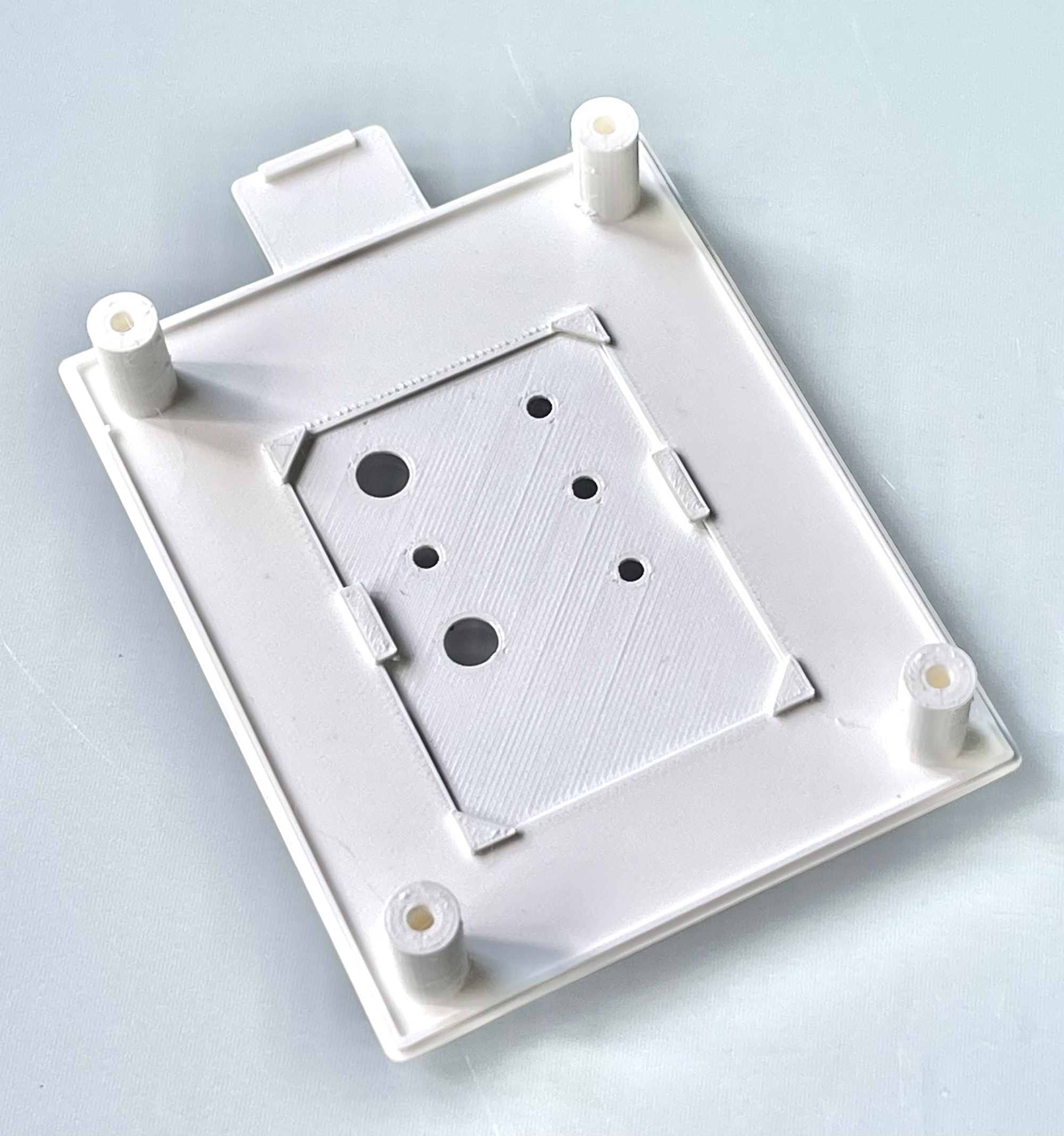
Een verbetering van dit idee was kleine ‘steunhoekjes’ te printen die het dieper liggende deel van het front ondersteunen en waar het aan kan worden vastgeplakt en gezekerd met een druppeltje lijm. Zie foto hiernaast van de achterzijde. Dit is een prima methode die een keurig glad dieper liggend deel oplevert omdat dit op het printerbed geprint kan worden. Uiteindelijk is dit oppervlak dus netjes glad. Prima bruikbaar en zelfs direct al klaar bij behuizingen waarbij geen apart frontplaatje met bijschriften nodig is.
Voor een deksel met een relatief dunne rand rondom, waarbij aan de achterzijde vaak ook nog montagepootjes zijn geprint, is deze methode echter lastiger te gebruiken. Bovendien moet er het verzonken gedeelte er dan evengoed nog naderhand ingeplakt worden.
Het dekseltje andersom, met de uiteindelijke achter-/binnenzijde op het printbed, printen zou natuurlijk een oplossing zijn, maar dan zouden de montagepootjes moeten vervallen en verzonken, later slechter toegankelijke, schroeven kunnen worden gebruikt. Ook zouden de ribbels rondom waarmee het deksel zichzelf richt op het kastje moeten komen te vervallen.
De zoektocht naar een printmethode zonder steunmateriaal, minimale nabewerkingen en met een glad verdiept gedeelte was daardoor nog niet steeds niet ten einde.
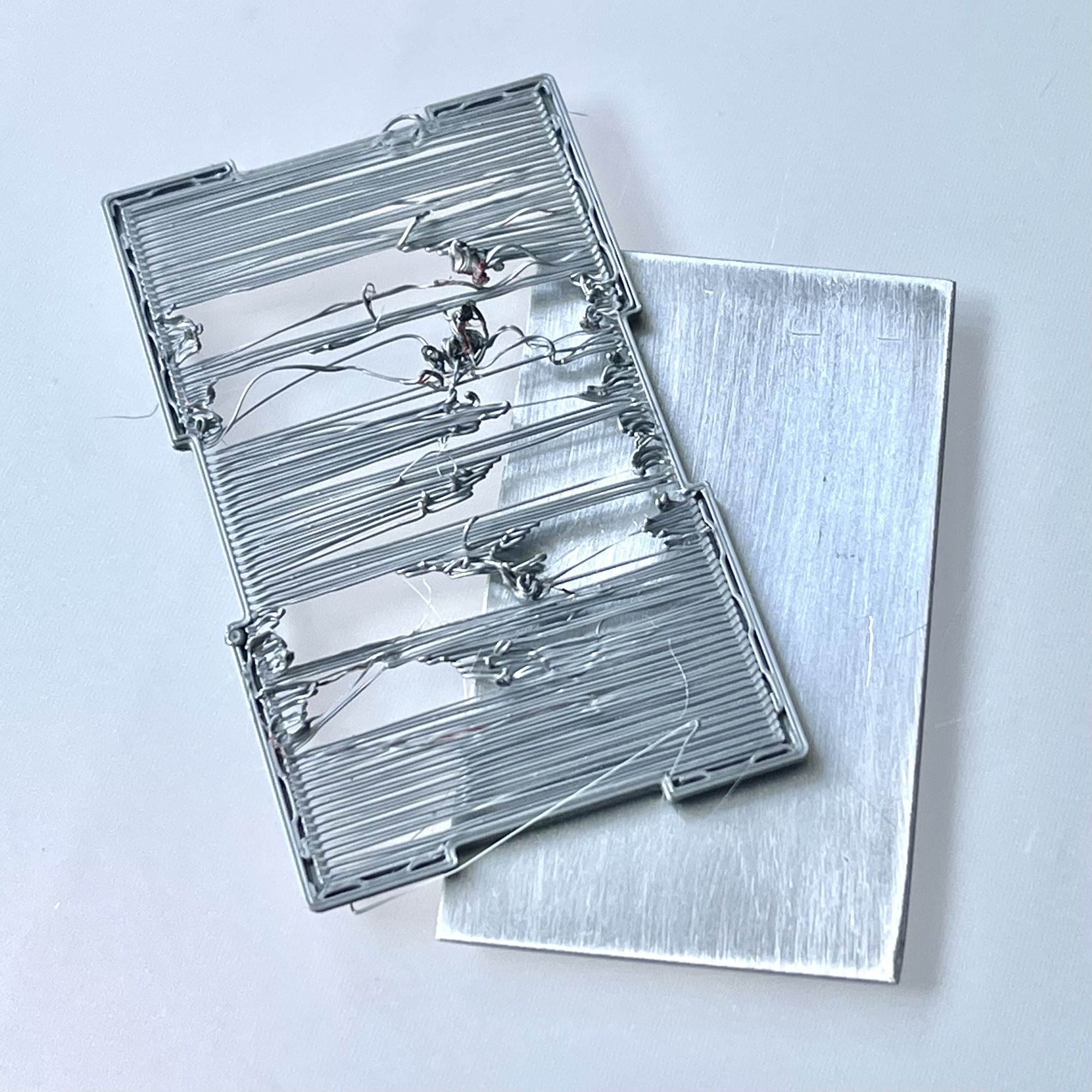
Een glad dieper liggend gedeelte op de kop printen zónder steunmateriaal is erg lastig. Hoewel het hier getoonde dekseltje slechts 7,5 bij 4,5 cm groot is, kan de printer dit niet mooi vlak ‘bridgen’ zonder steunmateriaal. Om toch materiaal te besparen of overbodig te maken, bedacht ik een experiment met een op maat gemaakt aluminuim plaatje dat na het printen van de rand, tijdens een pauze in het printproces, in de tot dan toe geprinte lijst kon worden gelegd.
Maar hoewel de dikte van dit plaatje heel precies 1,5mm was (precies de hoogte van de rand, waarna het solide front kan worden geprint) was de hechting van de volgende lagen niet goed. Ook speciale hechtspray bood ook geen oplossing en deze experimenten bleven teleurstellend.
Het was duidelijk dat er beter een kunststof, liefst met een iets hogere smelttemperatuur dan het PLA filament waarmee ik de deksels print, zou kunnen worden gebruikt. Omdat deze plaatjes op dezelfde 3D-printer geprint kunnen worden, zou het experimenteren met de dikte er van gemakkelijk zijn.
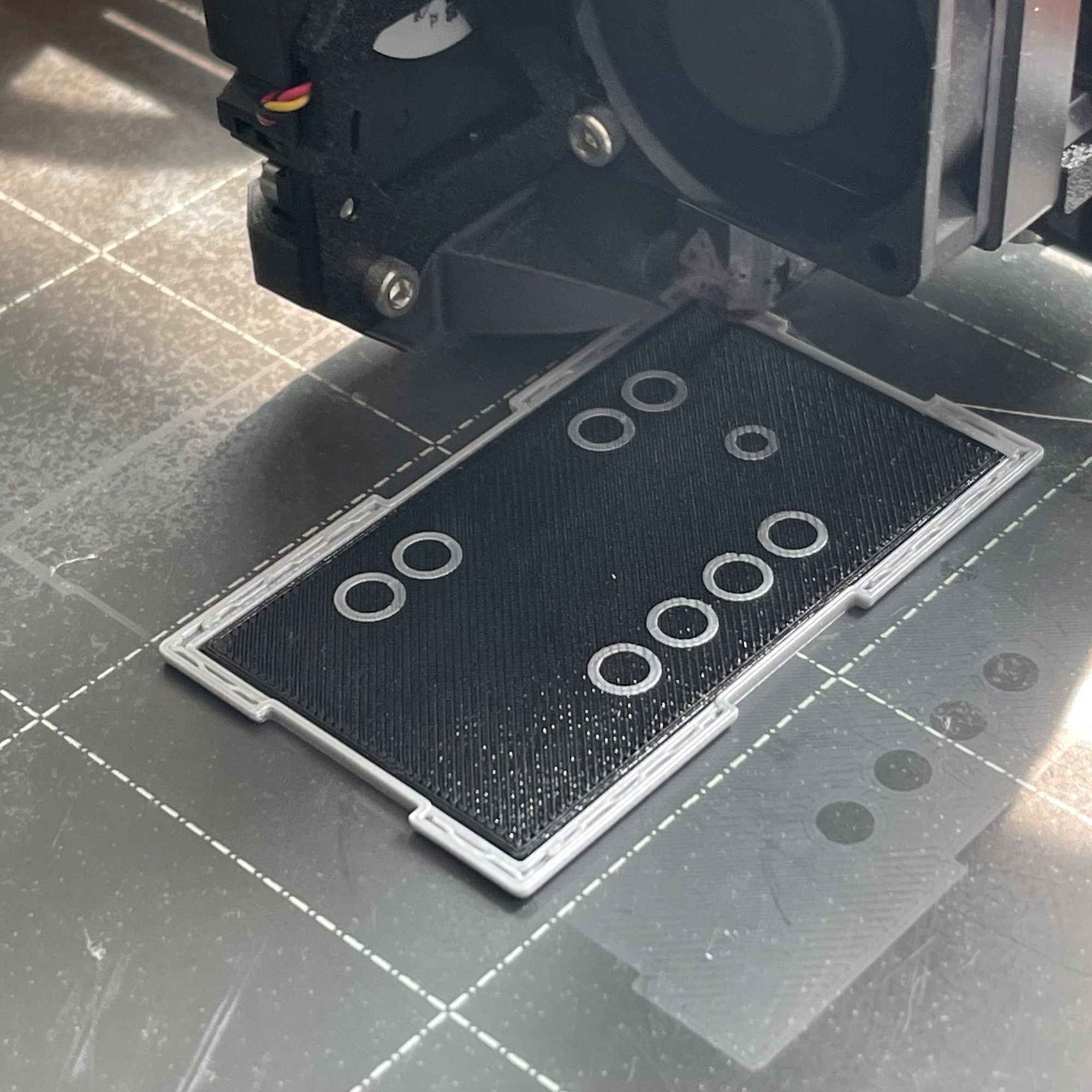
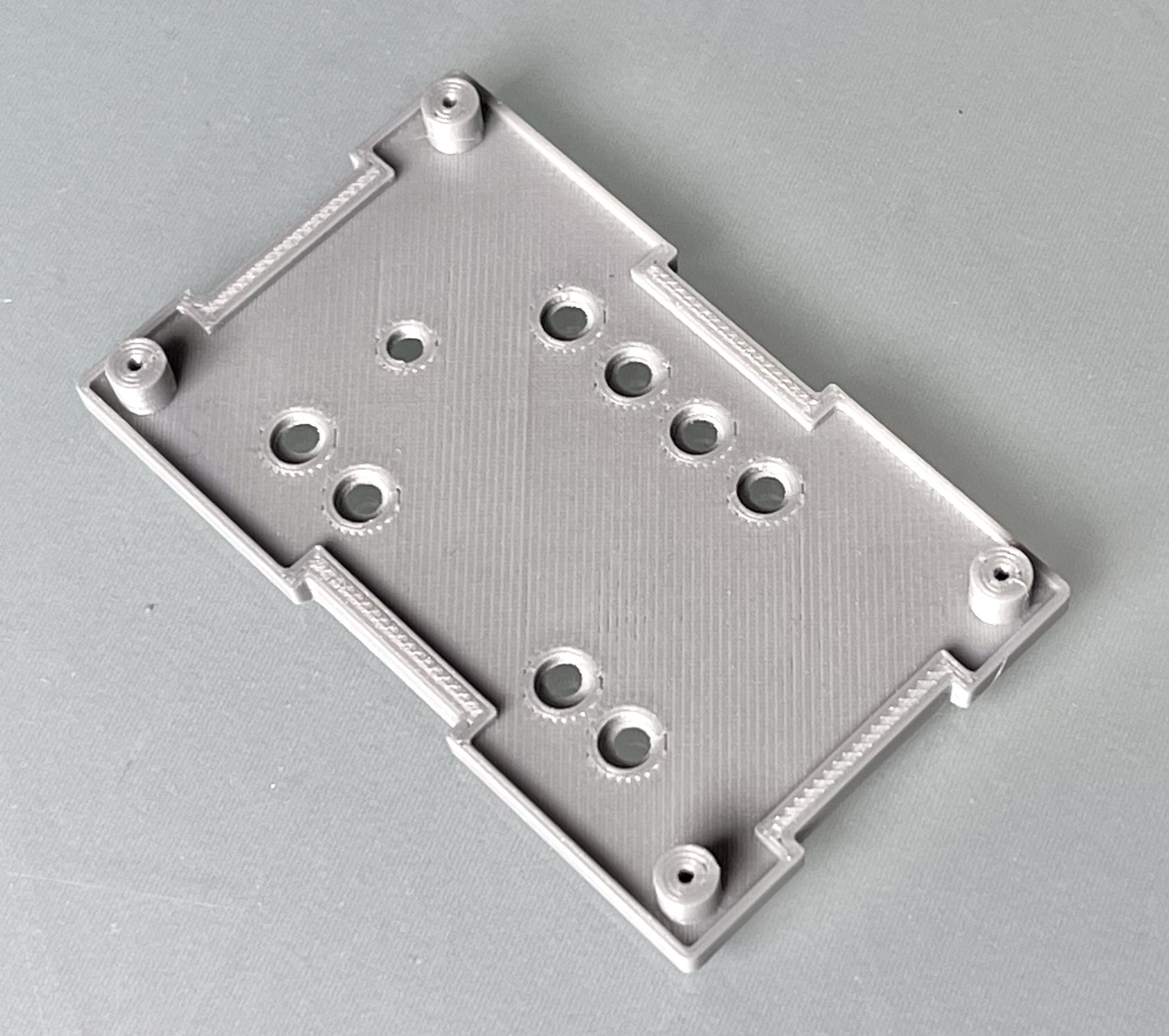
Met een plaatje van 1,5 mm dik PETG filament was al direct een grote verbetering te zien ten opzichte van de experimenten met het aluminium plaatje. Uiteindelijk verlaagde ik de dikte tot 1,4 mm en de hechting van de vervolglagen en het eindresultaat was werkelijk uitmuntend.
Het tijdelijke steunplaatje laat zich na het printen zeer eenvoudig verwijderen voor hergebruik en het oppervlak van het dieper liggende gedeelte is erg mooi glad terwijl terwijl er meer dan 26% materiaal wordt bespaard. Doordat dit steunmateriaal niet meer hoeft te worden verwijderd en er niets gelijmd hoeft te worden, zijn er geen nabewerkingen nodig. Het frontplaatje kan direct in het dekseltje worden geplakt waarmee de afwerking compleet is.
De zoektocht had zeker iets opgeleverd. Afhankelijk van de behuizing en afmetingen zou ik misschien nog kiezen voor het los printen en inlijmen van het dieper liggende gedeelte, maar voor deze kleine zelfbouw modules is deze printwijze zeker een aanrader!